
 产品:73
产品:73
 联系我们
联系我们

焊接机器人技术要求
注:本文章文字、图片部分来自网络
版权归原作者,侵删。
您是否对将工业自动化集成到您的设施中感兴趣?如果是这样,那么您应该致电工业自动化和集成领域的领导者工博士。工博士是包括OTC,FANUC,Yaskawa,KUKA,Kawasaki和ABB在内的多家不同机器人公司的认证集成商。我们的员工致力于帮助您为您的行业和预算构建和定制完美的自动化系统。
设备名称、数量及用途
焊接机器人1套用于山东玲珑机电有限公司(甲方)
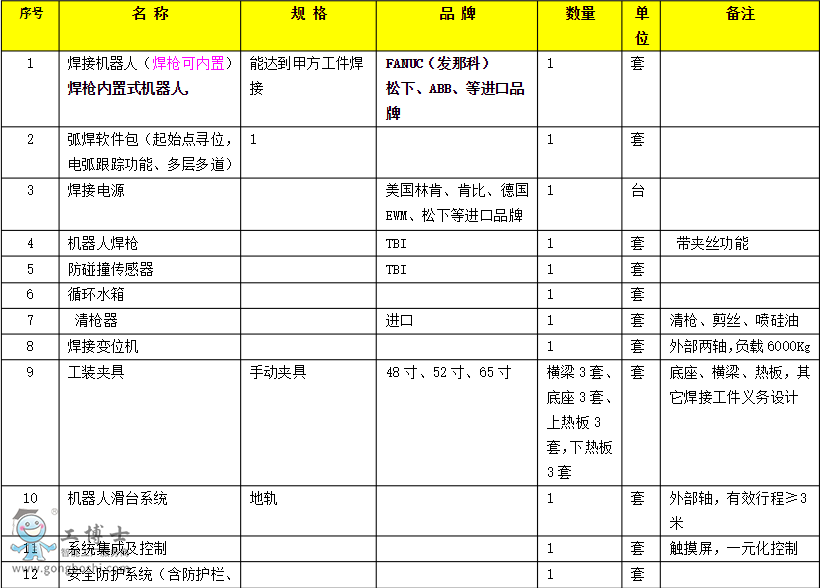
二、供货范围
1、焊接机器人(焊机、送丝机、储丝桶、水冷机、清剪丝装置、防碰撞传感器等)
2、机器人滑台系统
3、变位机集成
4、控制系统
5、示教器
4、控制系统
5、示教器
6、焊接软件
7、配套的工装夹具
8、安全护栏及其它保护装置
9、烟尘处理系统
10、附件、备品备件
11、其它
一、
系统方案.
1.依据
1.1 甲方所提供的被焊工件照片、图纸及相关技术要求。
1.2 以产品的焊接工艺分析和工艺流程的合理性为基础,力求高柔性、高性价比、高可靠性,并且日后可扩展升级。
2.主要焊接工件及焊接要求
2.2工件的焊接要求:
2.2.1 气体保护电弧焊接(MAG)。
2.2.2 焊接牢固,无设备自身原因导致的夹渣、裂纹、咬边、漏焊等焊接缺陷。
2.2.3焊缝均匀平整、 无焊瘤等外观缺陷。
2.2.4 焊缝尺寸及质量应符合甲方图纸及技术要求。
2.2.5焊接位置:船形位焊接
3.工序及 工艺路线的划分
3.1序:
人工点焊零部件---吊运工件至变位机-→手动夹紧工件-→确认程序号-机器人焊接工件(变位机协调联动)- →焊
接工件结束-→机器人复位→人工装卸工件,程序结束。
底座、横梁和热板在变位机上面焊接。
底座、横梁需要分两次焊接,**次焊接底座、横梁的内部焊缝,第二次焊接底座、横梁的外部焊缝。需要人工分
两次装卸工件。
3.2操作:
操作人员按下操作盒上的启动按钮,滑台上的焊接机器人按照预先设定好的程序运行,机器人夹持焊***到达焊缝
始端开始焊接,在焊接过程中变位机可以适时转动工件,使得工件上的焊缝有利于机器人的焊接作业,焊接结束, .
机器人复位,人工装卸工件。
该变位机可以同机器人配合工作。 变位机带动工件适时翻转,可以将工件焊缝调整为机器人*佳位置焊接焊缝(船
型焊缝),方便机器人焊接工件,此变位机还可以适应工件的多层多道焊接、对称焊接等焊接要求,减少工件焊接
变形。
3.3机器人弧焊软件包:
机器人带有起始点寻位功能。该功能具备接触传感功能,具有自动寻找焊缝起始位置的功能,从而解决工件初始定
位偏差问题。
机器人带有电弧跟踪功能。能够自动补偿由于工件的不一致性、焊接变形带来的偏差。
焊接工艺特点:通过触碰寻位对于其中特征位置的焊缝集中进行寻位;按照工艺需求,遵循焊接应力变化、表面要
求及焊接可达性要求,依次进行焊接;大部分焊缝都尽*大可能调整为船型位置。焊接过程中,部分关键尺寸进行
必要的二次寻位,以保证起弧位置准确。并利用变位机大幅反转的间隙,设置程序,进行清***剪丝喷硅油的工作。
3.4焊接工艺
3.4.1工件参数条件
1)工件材料: Q345;
2)材料厚度: 20-60mm;
3) 焊缝形式:角焊缝。
4)工件重量:≤6000kg.
5)*大工件外形尺寸:底座、横梁、热板 甲方提供。
3.4. 2焊接工艺条件
1) 20:80混合气体保护(C02和Ar混合气体)。
2)焊丝采用直径为1. 2mm的桶装实芯焊丝。
3)工件不应被油、锈等污染。
4)保证工件原材料的下料精度及组对精度符合技术协议及图纸要求。
5)组对要求:焊缝位置偏差≤8mm,组对间隙≤2mm;
机器人焊接系统要求
1.机器人焊接系统概述.
机器人焊接系统可以24小时连续作业,跟人工焊接相比,其效率、质量、稳定性等有很大提高。机器人具备后续升级
扩展能力,应预留30个以上的I0接口以备后续升级。
配备的变位机,能确保工件处于机器人*舒服的焊接角度,以*大化提高机器人生产效率和焊接质量。
系统必须具备扩展焊接工位的功能,可以根据甲方产品的变化,在只增加变位机的情况下,扩大产能(预留变位机位
置)。
2.机器人焊接系统集成
三、
主要设备技术参数
机器人: .
轴数:
三6轴;
*大负载:
三8KG;
运动半径:
满足甲方焊接要求
重复定位精度: < 0.08mm;
配置起始点寻找、电弧跟踪等弧焊软件。
集成控制系统.
控制系统由机器人系统、外部轴系统与焊接系统组成,他们之间通过通信接口进行通信及相关动作的链接,共同完成对
工件的焊接工作。
整个系统通过单元操作台来启动,当焊接完成需要清理焊***时,机器人可自动运动到清***器位置自动清理焊***,机器人
通过总线与焊机连接,可控制焊机的启停,焊接参数的调用通过程序号来实现。设备全程由机器人来控制,焊接工艺和流程.
需要通过示教者来编译规划。
四、
设备I作环境
供电电源: 380V土 10%, 50HZ土1% .
工作环境温度:0~45度
工作环境湿度:≤95% .
压缩空气: 0. 5^ 0.8Mpa
空气介质:无腐蚀性介质,无粉尘
地基稳定性:良好,详见设备安装地基图。
五、技术资料
1、机械、电气、操作使用、维护保养说明书以及《机器人系统操作指导》《作业指导书》(含机器人系统、软件编程等相
关资料) 4套。机器人程序软件备份光盘1张
2、安装、维修用部件图纸4套(含地基图、设备总图等)。
3、外购配套件的全部技术资料1套(中文版)。
4、提供易损件、消耗品和专用工具清单,交货时应提供以上提到的相应备件和工具。